
جوش فورج و جوشکاری فورجینگ: اصول، نحوه کار، کاربرد، مزایا و معایب
جوش فورج و جوشکاری فورجینگ از رایج ترین روش های جوشکاری در انواع سازه های فلزی است. این روش از جوشکاری به مانند دیگر روش ها مزایا و معایب خود را هم دارد که در ادامه این مقاله از پاوان بیشتر در خصوص آن صحبت شده است. مراحل اجرای جوش فروج در این نوشتار به طور کامل شرح داده شده است.
جوش فورج و جوشکاری فورجینگ چیست؟
جوشکاری فورجینگ (Forging Welding) از انواع جوشکاری در سازه های فلزی و غیر فلزی بوده که در واقع یک فرآیند جوشکاری حالت جامد است که در آن اتصال فلزی به دلیل فشار بین مولکولی ایجاد میشود. همانطور که میدانیم، آهنگری روشی برای شکل دادن به هر نوع فلز با اعمال فشار و دمای بالا است.
در این فرآیند جوشکاری، از تکنیک اساسی آهنگری برای جوشکاری فلزات مشابه یا غیرمشابه استفاده میشود که از زمانهای بسیار قدیم برای اتصال آهن یا جدا کردن قطعات استفاده میشده است. این سادهترین فرآیند اتصال دو فلز در دوران باستان بوده است، اما اکنون با روشهای مناسبتر و سادهتر جوشکاری، مانند جوشکاری قوس الکتریکی و گاز جوش جایگزین شده است.
بیشتر بخوانید: جوش آرگون چیست؟
اصول جوشکاری فورجینگ
همانطور که گفتیم، جوشکاری فورجینگ یک فرآیند جوشکاری حالت جامد است که در آن هر دو صفحه کاملاً زیر دمای ذوب خود گرم میشوند. این حرارت باعث تغییر شکل قطعات به صورت پلاستیکی میشود. اکنون ضربات مکرر چکش یا فشار بالا روی این صفحات با هم اعمال میشود.
به دلیل این فشار و دمای بالا، انتشار بین مولکولی در سطح مشترک صفحات انجام میشود که یک اتصال جوش قوی را ایجاد میکند. این کار، قاعده کلی جوشکاری فورجینگ است. یکی از نیازهای اساسی این نوع جوشکاری، تمیز بودن سطح رابط است که عاری از اکسید یا سایر ذرات آلاینده باشد.
برای جلوگیری از اکسایش سطح جوش، از شار الکتریکی استفاده میشود که با اکسید ترکیب شده و دمای ذوب و چسبندگی را کاهش میدهد. این کار اجازه میدهد تا لایه اکسید در طول فرآیند گرمایش و چکشکاری به بیرون جریان یابد.
بیشتر بخوانید: همه چیز درباره جوشکاری تیگ (TIG) از اصول اجرا تا مزایا و معایب
جوشکاری فورجینگ چگونه انجام می شود؟
این روش یک فرآیند جوشکاری اساسی در تمام جوشکاریهای حالت جامد است. نحوه کار آن را میتوان به صورت زیر خلاصه کرد.
- ابتدا هر دو صفحه کار با هم گرم میشوند. دمای حرارت دهی حدود 50 تا 90 درصد دمای ذوب است. هر دو صفحه با شار الکتریکی پوشانده شدهاند.
- اکنون چکشکاری دستی توسط چکش آهنگری برای ساخت مفصل انجام میشود. این روند تا زمانی که یک مفصل مناسب ایجاد شود، تکرار میشود.
- برای جوشکاری قطعات بزرگ، از چکش مکانیکی استفاده میشود که یا با موتور الکتریکی یا با استفاده از میانگین هیدرولیک هدایت میشود. گاهی از قالبها استفاده میشود که سطح تمامشده را فراهم میکند.
کاربرد جوشکاری فورجینگ در چیست؟
برخی از بهترین کاربردهای جوشکاری فورجینگ عبارتاند از:
- از چنین فرآیند جوشکاری برای ساخت میللنگ استفاده میشود.
- نقش مهمی در صنعت هوافضا دارد. بیشتر قطعات هواپیما توسط جوش فورج به هم متصل میشوند.
- از این روش جوشکاری در تولید لولههای تفنگ شکاری نیز استفاده میشود.
- دوچرخه نیز با کمک این روش جوشکاری تولید میشود.
- همانطور که در بالا ذکر شد، امروزه جوشکاری فورجینگ اتوماتیک کاربرد دارد. از این نوع جوشکاری در صنعت خودرو استفاده میشود. همه انواع ماشینهای مربوط به کشاورزی با کمک چنین روش جوشکاری تولید میشوند.
مزایای جوشکاری فورجینگ
از آنجایی که این روش جوشکاری به طور گسترده مورد استفاده قرار میگیرد، مزایا و معایب زیادی برای آن وجود دارد. در اینجا نگاهی دقیق به برخی از مزایای آن خواهیم داشت:
- از آنجایی که هدف هر فرآیند جوشکاری به دست آوردن بهترین کیفیت جوش در محل اتصال است، این هدف با فرآیند جوشکاری فورجینگ محقق میشود. این نوع جوشکاری به راحتی و به سرعت یک مفصل بینقص را ارائه میدهد.
- در طی این فرآیند، مقدار کمی صدا ایجاد میشود و به همین دلیل جوشکاری فورجینگ در بین تمامی فرآیندهای جوشکاری بهترین محسوب میشود.
- برخلاف سایر فرآیندهای جوشکاری، این روش جوشکاری به فلز پرکننده نیاز ندارد.
- این فرآیند جوشکاری، جوشهایی با استحکام بالا تولید میکند که باعث ایجاد جوشهایی تمیز و بینقص میشود.
معایب جوشکاری فورجینگ
همانطور که هر چیزی مزایا و معایب خود را دارد، جوشکاری فورجینگ نیز معایبی دارد:
- در طول این فرآیند جوشکاری، باید نیروی کار ماهری داشته باشید. عملکرد آن بسیار دشوار است، بنابراین باید مهارتهای مناسب برای انجام این فرآیند را داشته باشید.
- این فرآیند جوشکاری به عنوان فرآیند جوشکاری آهسته در نظر گرفته میشود زیرا انجام دستی این جوشکاری، فرآیندی کاملاً زمانبر است.
- گاهی اوقات احتمال آلودگی جوش به زغالسنگ سوخته وجود دارد. باید مراقب بود که چنین آلودگی اتفاق نیفتد.
نحوه جوش فورج
مرحله 1: فراهمسازی مواد
شناسایی مواد مورد نیاز برای تکمیل کار ضروری است. تهیه و آمادهسازی تمام مواد قبل از شروع کار، باعث سهولت در کار و بهبود کیفیت کار میشود.
مرحله 2: شار
این مرحله شامل پاشیدن فلزات با یک شار است. جوشکاری فورجینگ در سطوح آلوده یا کثیف، منجر به اتصالات ضعیف و سست میشود و همچنین دمای ذوب فلز را افزایش میدهد. در نتیجه، اثر شار جوشکاری فورجینگ به عنوان یک شیشه محافظ با دمای پایین عمل کرده که از اکسایش روی سطح فولاد جلوگیری میکند که میتواند منجر به تشکیل رسوب شود.
مطالب مرتبط: هر آنچه که باید در مورد جوش و جوشکاری CO2 بدانید! از اصول تا مزایا و معایب
رسوب از جوشکاری فلز جلوگیری میکند. توصیه میشود از شار الکتریکی استفاده کنید، زیرا برای جوشکاری بدون رسوب فلزات، نیاز به مهارت و تجربه کافی یا مشعل بدون اکسیژن دارید. این مراحل را برای اعمال شار روی سطح مواد انجام دهید:
- شار را روی سطح مواد بپاشید تا اشباع شود.
- همچنین، میتوانید مواد گرم شده را در ظرفی که شار را در خود نگه میدارد، غوطهور کنید و اطمینان حاصل کنید که تمام سطوحی که میخواهید روی آن کار کنید، با شار پوشانده شده است.
مرحله 3: گرم کردن
پس از پوشاندن فلز با شار، فولاد را دوباره درون آتش قرار دهید. از جریان مستقیم هوا اجتناب کنید زیرا موجب اکسایش فلز میشود. میتوان فلزات را در یک محیط کاهنده جوش داد. رایجترین محیط کاهنده، کارگاه زغالسنگ است. از آنجایی که محیط با کمبود اکسیژن مواجه است، لایهای از اکسید آهن بر روی سطح فلز تشکیل میشود.
این لایه اکسید آهن ووستیت نامیده میشود. دمای مناسب جوشکاری فورجینگ به انواع مواد موجود در فرآیند بستگی دارد. مواد مختلف دمای مورد نیاز خود را دارند، اما وجود ناخالصیها میتواند دما را تغییر دهد.
مرحله 4: مراقب تغییر رنگ باشید
اجازه دهید فولاد به رنگ زرد لیمویی که براق و تقریباً لغزان به نظر میرسد، تبدیل شود (مهم: بدون استفاده از یک جفت عینک به آتش نگاه نکنید). چیزی که باید به آن توجه کنید، رنگ زرد است. زمانی که به این رنگ رسیدید، بدانید که در دمای مناسب هستید.
اگر بعد از این مرحله ادامه دهید، فلز میتواند به یک جرقه تبدیل شود. این دمای جوشکاری فورجینگ زمانی است که کربن موجود در فلز شروع به اکسید شدن میکند که موجب خراب شدن فلز میشود.
نکته:
هنگامی که ماده به دمای آستنیته رسید، آهن به سرعت در فلز پخش میشود. سرعت انتشار کربن با افزایش دما افزایش مییابد.
مرحله 5: فلزات را از کوره بیرون بیاورید
پس از گذاشتن فلزات در کوره تا رسیدن به دمای مناسب جوشکاری فورجینگ، اکنون فلزات باید از حرارت خارج شوند زیرا این دما درست کمی کمتر از دمای ایجاد کننده جرقه است.
نکته:
قبل از اینکه کربنزدایی اتفاق بیفتد، باید فرآیند جوشکاری فورجینگ را انجام دهید. اجرای سریع این فرآیند از نرم شدن غیرعادی مواد جلوگیری میکند. بنابراین میزان سختی مناسبی تولید میشود.
مرحله 6: اتصال و چکشکاری
اتصال و چکشکاری فرآیندی است که در آن فلزات با هم ذوب میشوند. در این مرحله، حرفهای بودن نیروی کار ضروری است.
نکته:
- قطعات را با کمی سیم فلزی به هم بچسبانید تا جوش اولیه تشکیل شود.
- پس از این مرحله، به سادگی از یک چکش برقی یا پرس هیدرولیک برای چکش زدن استفاده کنید.
باید مواظب بود که ضربات بسیار محکم به فلز وارد نشود. ضربات چکش باید درست و محکم باشد، اما نه همان نیرویی که برای تغییر شکل میله از آن استفاده میکنید. ضخامت قطعات عامل دیگری است که باید در نظر بگیرید. قطعه ضخیمتر به قدرت بیشتری نیاز دارد.
انواع اتصالات جوشکاری فورجینگ
اتصالات جوشکاری فورجینگ معمولاً در مقایسه با آنچه جوشکار میگ (MIG) انجام میدهد، کمی متفاوت است. جوشکاری فورجینگ به جای تکیه بر نفوذ عمیق و مهرههای سنگین برای استحکام، بر حداکثر تماس سطح متکی است. این بدان معناست که برای هر مفصل، باید به این فکر کرد که چگونه میتوان تماس بین قطعاتی را که به هم میپیوندند، به حداکثر رساند.
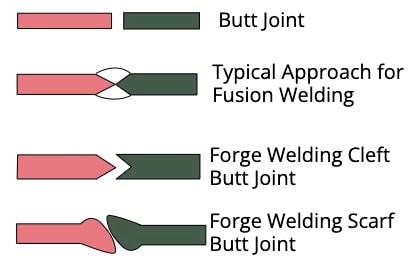
در اینجا چند نمونه آورده شده است:
در مثال بالا مشاهده میشود که با افزودن یک شکاف یا با ساختن یک اتصال، میتوان سطح بسیار بیشتری را به مفصل اضافه کرد و چیزی را به دست آورد که بتوان با چکش راحتتر ضربه زد تا اتصال بسته شود.
چه فلزاتی را میتوان در جوش فورج استفاده کرد؟
رایجترین فلزاتی که میتوان آنها را جوشکاری فورجینگ کرد، عبارتاند از فولاد و آهن. آلومینیوم و تیتانیوم نیز به خوبی به جوشکاری فورجینگ پاسخ میدهند. به طور کلی، فولاد ضدزنگ یا مس و آلیاژهای آن (برنج، برنز) به راحتی جوش نمیدهند.
با این حال، نمیتوان گفت که نمیتوان این کار را انجام داد. مُهکومی گاهنی (Mokume gane) (تلفظ مانند moh-koo-may gah-nay) یک نوع ژاپنی روش فلزکاری لایهلایه است که از فلزاتی مانند طلا، نقره و مس برای تولید قطعات لمینت طرح دار استفاده میکند که به طور سنتی برای اجزای تزئینی روی شمشیر استفاده میشد.
نتیجه این کار، ظاهری شبیه بافت چوبی مشابه فولادهای دمشق داشت. در واقع، کلمه “مُهکومی گاهنی” به چیزی شبیه “فلز چوبی” ترجمه میشود. امروزه میتوان جواهرات مدرن جالبی را پیدا کردد که از این ماده ساخته شدهاند که در سالهای اخیر محبوبیت بیشتری پیدا کردهاند.
فولاد ضدزنگ به طور کلی به شار بسیار تهاجمی نیاز دارد، که باعث میشود جوشکاری فورجینگ برای اکثر آهنگران سرگرمی چالشبرانگیز یا غیرعملی باشد.